- 钨钼钽铌铼难熔金属材料全系列、弥散铜、硬质合金
氩弧焊用电极应用
Electrodes for TIG
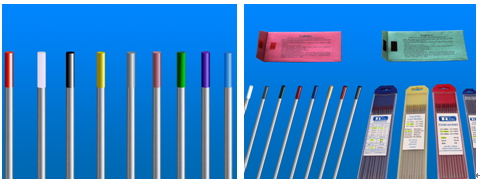
氩弧焊电极-产品应用
由于钨电极在大电流高压情况下焊接时,既能提高电极的导电性能,又可改善钨电极的散热效果,并且能有效防止钨电极在焊接时受冲击而碎裂。所以,金属钨成为了最适合用作TIG氩弧接电极的非熔化电极材料以及其它类似这种用途的电极材料。
氩弧焊电极-材料性能
钨能导电,熔点(3410℃)和沸点(5900℃)比其他金属都高,电子逸出功小(4.5eV)与铁相当,在高温时有强烈的电子发射能力,强硬度高、高温性能好、电阻率低、膨胀系数小;在金属钨中添加稀土氧化物来刺激它的电子逸出功,电极的起弧性能更好,弧柱的稳定性更高,电极烧损率更小。通常的稀土添加剂有氧化铈、氧化镧、氧化锆、氧化钇和氧化钍等。
氩弧焊电极-特点
- 可焊接几乎所有工业用金属与合金- 焊接品质好,可靠性高
- 焊接成形好,不必清除熔渣
- 无飞溅
- 烟尘少
- 可广泛适用于薄板~厚板
氩弧焊电极-分类
直流TIG焊接:以直流电弧焊接电源作为焊接电源,以电极为负、母材为正的焊接方法,广泛应用于不锈钢、钛、铜以及铜合金等的焊接。交流TIG焊接:以交流电弧焊接电源为焊接电源,电极、母材正负极性相互变化。电极为正(EP极性)时,电极过热消耗大,可除去母材表面的氧化层,即所谓的清洗作用。利用该清洗作用,在铝、镁等焊接中广泛得以应用。
氩弧焊电极-规格
规 格: 直径: 0.5-25mm长 度: 150mm, 175mm, 178mm, 客户要求的任意长度。
根据焊接电流选择电极直径:
|
电极直径 |
直流DC(A) |
交流AC(A) |
|||
|
in |
mm |
电极接负极(-) |
电极接正极(+) |
非对称波形 |
对称波形 |
|
0.04" |
1.0 |
15-80 |
|
10-80 |
20-60 |
|
1/16" |
1.6 |
60-150 |
10-18 |
50-120 |
40-100 |
|
0.079" |
2.0 |
100-200 |
12-20 |
70-160 |
60-130 |
|
3/32" |
2.4 |
150-250 |
15-25 |
80-200 |
80-150 |
|
1/8" |
3.2 |
220-350 |
20-35 |
150-270 |
120-200 |
|
5/32" |
4.0 |
350-500 |
35-50 |
220-350 |
170-260 |
|
3/16" |
4.8 |
420-650 |
45-65 |
240-420 |
220-340 |
|
1/4" |
6.4 |
600-900 |
65-100 |
360-560 |
250-450 |